- Home
- IoTソリューション
- MES(製造実行システム)
- Konekti MX
製造業のDXを阻む「MES導入の壁」を突破するソリューション『Konekti MX』
現在、製造現場のスマートファクトリー化や基幹システムのクラウド化が進む中、現場(FA)と経営(IT)を繋ぐ「MES(製造実行システム)」の重要性が再認識されています。
しかし、実際のMES導入には多くの課題が伴います。
- FAとIT双方の知識が必要で、要件定義や機能絞り込みが難しい
- 高額なフル機能パッケージによるプロジェクトの長期化・オーバースペック化
- ベンダーロッキングによる将来的な改修コスト・ランニングコストの高騰
これらにより、導入に踏み切れない、あるいは期待した効果を得られない企業は少なくありません。制御層のデータ収集から計画層への連携は、最新IT技術とFA/生産管理知識の双方が求められる「非常に難易度の高い領域」だからです。
そこで、これらの導入課題をクリアし、DX時代に求められる「制御技術のクラウド化」「柔軟なデータ連携」と「リアルタイムなデータ分析」をスピーディに実現するのが、当社の「Konekti MX」です。本ページでは、製造現場のDXを加速させるKonekti MXの詳細な機能と導入効果をご紹介します。
※Konekti MXを導入する際はベースシステムとして「Konekti EX」が必要となります。
図の説明を表示
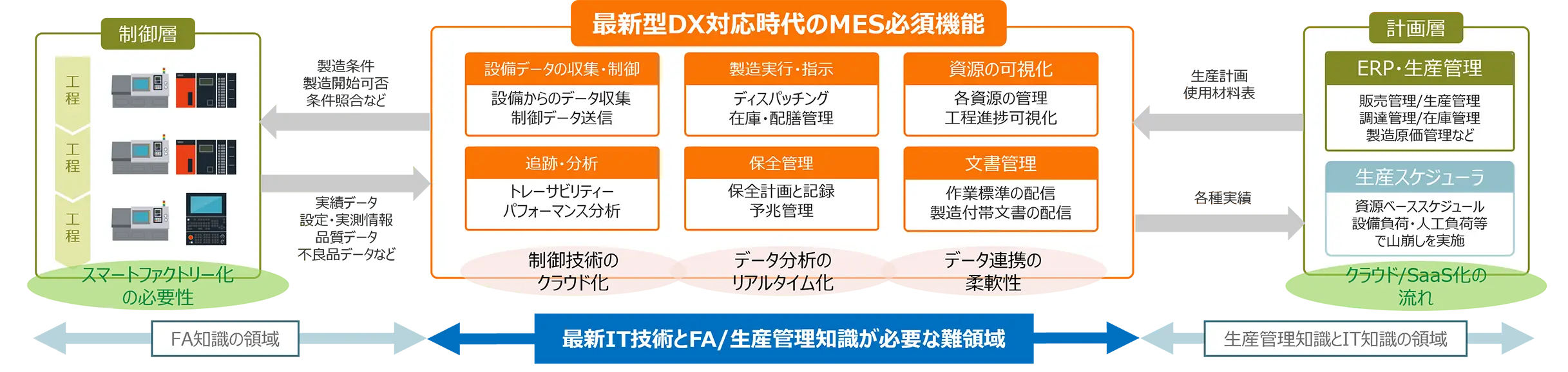
最新型DX対応時代におけるMES(製造実行システム)の必須機能と、製造業におけるシステム連携の全体像を示す構成図です。図は大きく左・中央・右の3つのブロックと、それらを繋ぐ領域で構成されています。
左側:制御層(スマートファクトリー化の必要性 / FA知識の領域)
各工程の製造現場を示し、中央のMESに対して「実績データ(設定・実測情報、品質データ、不良品データなど)」を送信し、MESから「製造条件(製造開始可否、条件照合など)」を受信します。
右側:計画層(クラウド・SaaS化の流れ / 生産管理知識とIT知識の領域)
「ERP・生産管理(販売/生産/調達/在庫/製造原価管理など)」と「生産スケジューラ(資源ベーススケジュール、山崩しなど)」で構成。中央のMESに対して「生産計画・使用材料表」を送信し、MESから「各種実績」を受信します。
中央:最新型DX対応時代のMES必須機能(最新IT技術とFA/生産管理知識が必要な難領域)
- 設備データの収集・制御(設備からのデータ収集、制御データ送信)
- 製造実行・指示(ディスパッチング、在庫・配膳管理)
- 資源の可視化(各資源の管理、工程進捗可視化)
- 追跡・分析(トレーサビリティー、パフォーマンス分析)
- 保全管理(保全計画と記録、予兆管理)
- 文書管理(作業標準の配信、製造付帯文書の配信)
目指すべき方向性:「制御技術のクラウド化」「データ分析のリアルタイム化」「データ連携の柔軟性」
『MESの11機能』を網羅する機能性と、コンポーザブルに導入可能なコストパフォーマンス
従来のMES(製造実行システム)導入において、多くの企業を悩ませてきたのが「フル機能パッケージによるオーバースペック化と高額な投資」でした。使わない機能まで含まれたシステムは、初期のSI費用を膨らませるだけでなく、要件定義の長期化や運用の複雑化を招く要因となっていました。
「Konekti MX」は、この課題を根本から解決します。国際的な製造実行システム基準に準拠した「MESの11機能」をすべて網羅しながらも、それぞれの機能を独立したコンポーネント(部品)として提供。自社の課題や予算に合わせて必要な機能だけを組み合わせて導入できる「コンポーザブル(構成可能)なシステム設計」を実現しました。
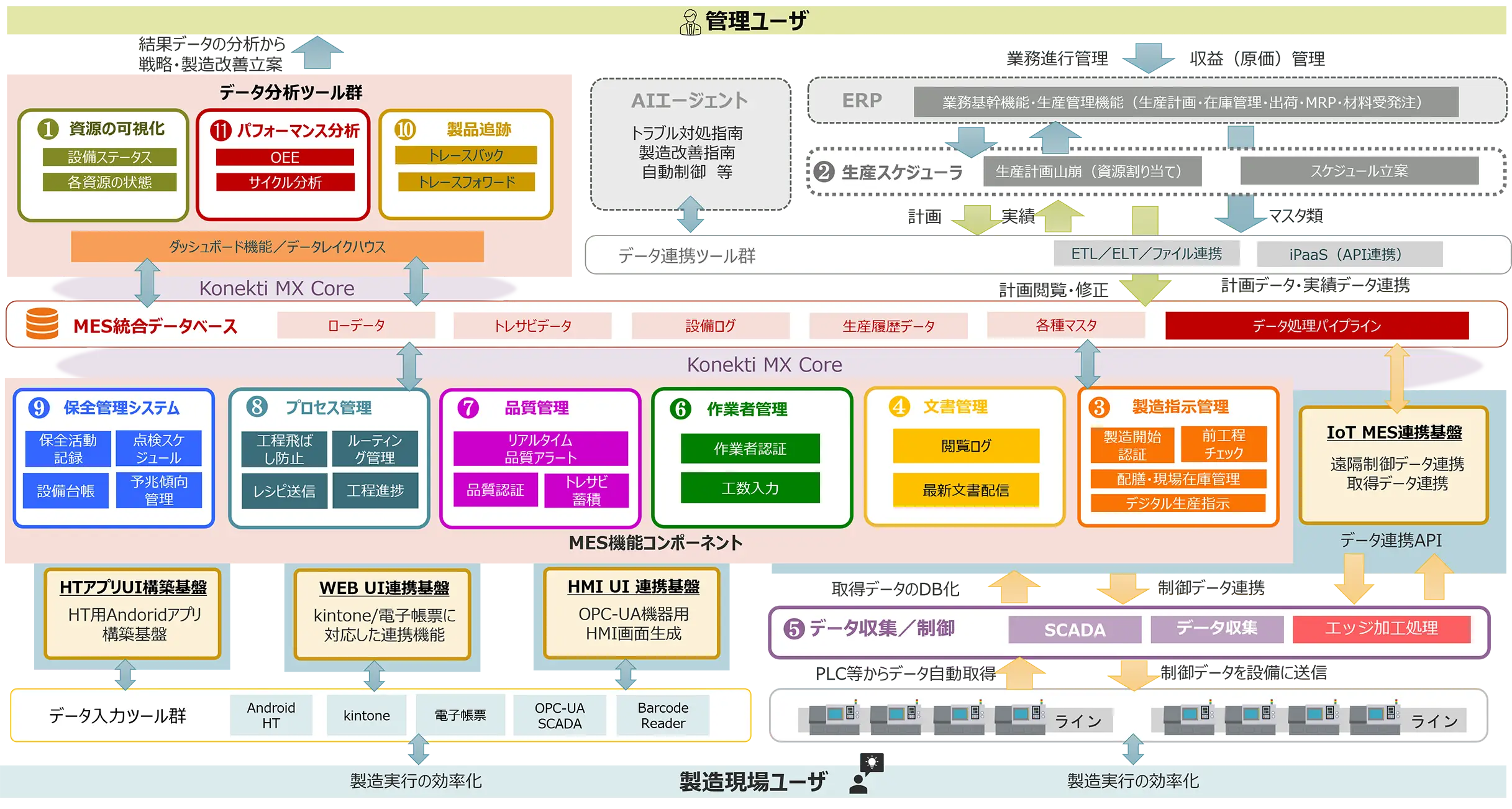
下図はKonekti MXのMES11機能コンポーネントについて、MES統合データベースを中心に現場UI連携、上位ERPやデータ分析ツール群との連携構造を示したものです。
※Konekti MXを導入する際はベースシステムとして「Konekti EX」が必要となります。
※「可視化」「パフォーマンス分析」「トレーサビリティー」についてはKonekti EXのページをご参照ください。
図の説明を表示
【画像概要】本図は、コンポーザブル製造実行プラットフォーム「Konekti MX」の全体アーキテクチャと、網羅している「MESの11機能」の連携イメージを表した構成図です。下層の製造現場(FA)から、中核となるデータ基盤、上層の管理・計画層(IT)までデータがどのように循環・連携するかを階層別に示しています。
【階層別の主な構成要素】
- 管理・計画層(最上部):
管理ユーザが利用する「データ分析ツール群(資源の可視化①、パフォーマンス分析⑪、製品追跡⑩)」とダッシュボード/データレイクハウス。
トラブル対処や製造改善を支援する「AIエージェント」。
基幹業務・生産管理を担う「ERP」および「生産スケジューラ②」。ETLやiPaaSを介して計画・実績データを連携。 - Konekti MX Core(中央・データ基盤):
「MES統合データベース」を核に、ローデータ、トレサビデータ、設備ログ、生産履歴データ、各種マスタを一元管理。
右側には、データを最適に処理・流通させる「データ処理パイプライン」を配置。 - MES機能コンポーネント(中下部):
業務ごとに独立して導入可能な「保全管理⑨」「プロセス管理⑧」「品質管理⑦」「作業者管理⑥」「文書管理④」「製造指示管理③」の各アプリケーションブロック。
- 現場連携・データ入力層(最下部):
「データ入力ツール群」として、Android HT用アプリ、kintone/電子帳票連携、OPC-UA機器用HMI画面生成の各基盤を提供。
「データ収集/制御⑤」として、SCADAやエッジ加工処理を介し、ライン上のPLCや設備からデータを自動取得・遠隔制御する「IoT MES連携基盤」を構築。
必要な機能だけを「スモールスタート」
「まずはデータ収集と製造指示から始めたい」「将来的に品質管理や保全管理を追加したい」といった、企業の成長フェーズに合わせた段階的な導入が可能です。無駄な初期SI費用を徹底的に排除できます。
既存システム・既存設備をそのまま活かす柔軟な連携
下層のPLCやバーコードリーダー等の現場機器はもちろん、スマートフォンのハンディターミナル(HT)、kintoneや電子帳票、さらには上位のERPまで、多彩な「UI連携基盤」と「データ連携API/iPaaS」を標準装備。既存のIT資産を無駄にせず、短期間でのシステム構築を可能にします。
強力なデータ基盤「Konekti MX Core」
集約されたローデータ、設備ログ、生産履歴などのあらゆるデータは、「MES統合データベース」および「データ処理パイプライン」を通じて自動的にデータレイクハウスへ蓄積。AIエージェントによるトラブル対処指南や、データ分析ツールによる戦略的な製造改善へシームレスに繋がります。
高額なパッケージに自社の業務を合わせる時代は終わりました。Konekti MXは、確かな機能網羅性と柔軟なコストパフォーマンスで、スマートファクトリー化を最小のリスクで加速させます。
『MESの11機能』を網羅する、日本ラッドのソリューション適合一覧
国際的な製造実行システムの基準である「MESの11機能」に対し、日本ラッドの製造業向けIoT製品群がどのように対応しているかを一覧にまとめました。
当社のソリューションは単一の高額パッケージに縛られることなく、リアルタイムに生産パフォーマンスを分析する「Konekti EX」、製造指示や工程管理を担う「Konekti MX」、ペーパーレス化や保全管理を推進する「Fabriko」、そして通信基盤であるIoTプラットフォーム「Dereva」を業務に合わせて柔軟に組み合わせられます。自社の課題やDXのフェーズに応じた最適なシステム構成のご参考としてご活用ください。
| No. | 機能内容 | 適合 | 対応 | |
|---|---|---|---|---|
| 1 | 資源の割り当てとステータス管理 (Resource Allocation & Status) |
設備・治具・金型・人などの資源のステータスをリアルタイムで把握する機能 | ● | |
| 2 | 作業のスケジューリング (Operations/Detailed Scheduling) |
有限能力(制約条件)を考慮した計画が立案できる、急な割り込みや故障発生時に即座に再計算できる | ○ |
各社高度な生産スケジューラと連携可能 |
| 3 | 製造指示のディスパッチ (Dispatching Production Units) |
生産指示書のデジタル発行し、製造開始条件(前工程や検査の完了、配膳の終了など)と連動して判定する機能 | ● | |
| 4 | 文書管理 (Document Control) |
最新版の図面や作業標準書のみを作業者に配信、ペーパーレス化により、版数管理ミスなどに対応 | ● | |
| 5 | データ収集 (Data Collection/Acquisition) |
PLCやCNC、センサーなどのデータ自動収集 UIデバイスからの入力データの収集 収集データのデータベース統合化と改ざん防止(Data Integrity)管理 |
● | |
| 6 | 労務管理 (Labor Management) |
作業者の技能等による実施可能チェック 作業者のロット別工数入力 |
● | |
| 7 | 品質管理 (Quality Management) |
工程内で実施させる品質データの自動収集と合否判定を蓄積する機能 合否判定や品質データ傾向をリアルタイムに分析し、早期通知し、リアルタイムに品質悪化を防ぐ機能 |
● | |
| 8 | プロセス管理 (Process Management) |
製造ルート(工程順序)遵守や検査の適切な通過などをシステム的に制御する機能 各製造指示に連動したレシピ(設定値)を設備へ送信し、製造実行を正確に実施する機能 |
● | |
| 9 | 保守・保全管理 (Maintenance Management) |
設備の実稼働データ(回数・時間)や定期間に基づいた保全計画の立案 故障発生から復旧までの時間を記録し、ダウンタイム分析できる機能 |
● | |
| 10 | 製品の追跡と体系管理 (Product Tracking & Genealogy) |
製造時の5M1E=Man・Machine・Method・Material・Measurement・Environmentを 生産管理情報を紐付けて記録する 原材料ロットから最終製品、最終製品から原材料への双方向追跡するトレーサビリティー機能 |
● | |
| 11 | パフォーマンス分析 (Performance Analysis) |
OEE(設備総合効率)等のKPIをリアルタイムで可視化する機能 工程及び生産進捗をリアルタイムに可視化する機能 |
● | |
| α1 | 通信基盤 | OPC-UAネイティブSCADA/クラウドからのセキュア制御/サーバレススクリプト/データレイクハウス/オープン系ミドルウエアの対応など「最新のオープンIT設計思想」に対応 | ● | |
| α2 | 外部連携 | IoTデータベース&分析ツール「Konekti EX」と直結 DerevaLinkにより、UIを人気ノーコードツールで構成できる機能を実装 |
● |
|
●=日本ラッド製品で対応可能 ○=柔軟に他社製品と連動が可能
現場の可視化とデータ一元管理がもたらす、MES導入の3大最終効果
MES(製造実行システム)の導入検討において最も重要なのは、「投資に対してどのような具体的効果が得られるか」という点です。「Konekti MX」の導入は、単なるシステムのデジタル化に留まらず、現場のオペレーションと経営改善に直結する大きな変革をもたらします。
その効果は、大きく「現場の可視化」と「データ一元管理」という2つのアプローチから始まり、最終的には製造業の競争力を左右する3つの最終効果へと結実します。
現場の可視化
「リアルタイムな進捗把握」「設備稼働状況の把握」「品質データの収集・分析」を可能にし、現場のあらゆる異変や無駄をキャッチ。これにより、迅速な意思決定と問題発見が実現します。データ一元管理
「作業標準化と自動化」「トレーサビリティの確立」「在庫・資源の最適化」を推進。属人化しがちだった現場ノウハウをシステムに組み込むことで、大幅な業務効率化と属人化解消に繋がります。
これらのプロセスを経て、Konekti MXは工場へ以下の「3つの最終効果」をもたらします。
製造コスト削減
(製造原価低減への効果)
- 資源配分の最適化:
設備、材料、作業員、器具などの生産資源をリアルタイムに最適配分し、可動率や総合設備効率(OEE)を向上させます。 - 原価のリアルタイム把握:
歩留まりや工数、原単位を速報値として把握。早期是正や自動処理により、無駄な原価上昇要因を徹底的に低減します。 - 不良廃棄コストの削減:
トレーサビリティとデータ分析を掛け合わせることで、不良発生時の対処人員や設備稼働コストを最小限に抑えます。
リードタイム短縮
(増産余力による売上増ポテンシャル)
- 工程間連携の強化:
工程進捗の可視化により、工程間のスケジュール調整を強化。現場の手待ちや不備による中断を低減します。 - ドカ停・チョコ停の未然防止:
保全活動を計画駆動型から、IoTを活用した「予兆保全型」へとシフト。大型停止などのリスクを排除します。 - 自動処理による時短:
人の判断ミスや手戻りを防止。自動制御や自動処理の導入により、業務全体の発生頻度と処理時間を圧縮します。
品質向上・安定化
(「匠の技」のデジタル継承・信頼性の維持)
- 作業標準化と維持の仕組み化:
作業標準手順書や図面を、製造工程の最適なタイミング・人員に合致させて配信。作業のばらつきを無くします。 - 製造設定自動化・
ポカヨケ実装による安定生産:
製造設定の自動化やディスパッチ機能により、工程飛ばしや検査NG品の漏れ・混入をシステム的に排除します。 - 品質低下の早期検知:
トレーサビリティデータを分析して品質低下アラートの基準を形成。異常時の早期是正と自動処理への対応を可能にします。
Konekti MXは、これら「コスト削減」「リードタイム短縮」「品質の安定」を高い次元でバランスよく実現し、スマートファクトリー化を強力に後押しします。
図の説明を表示
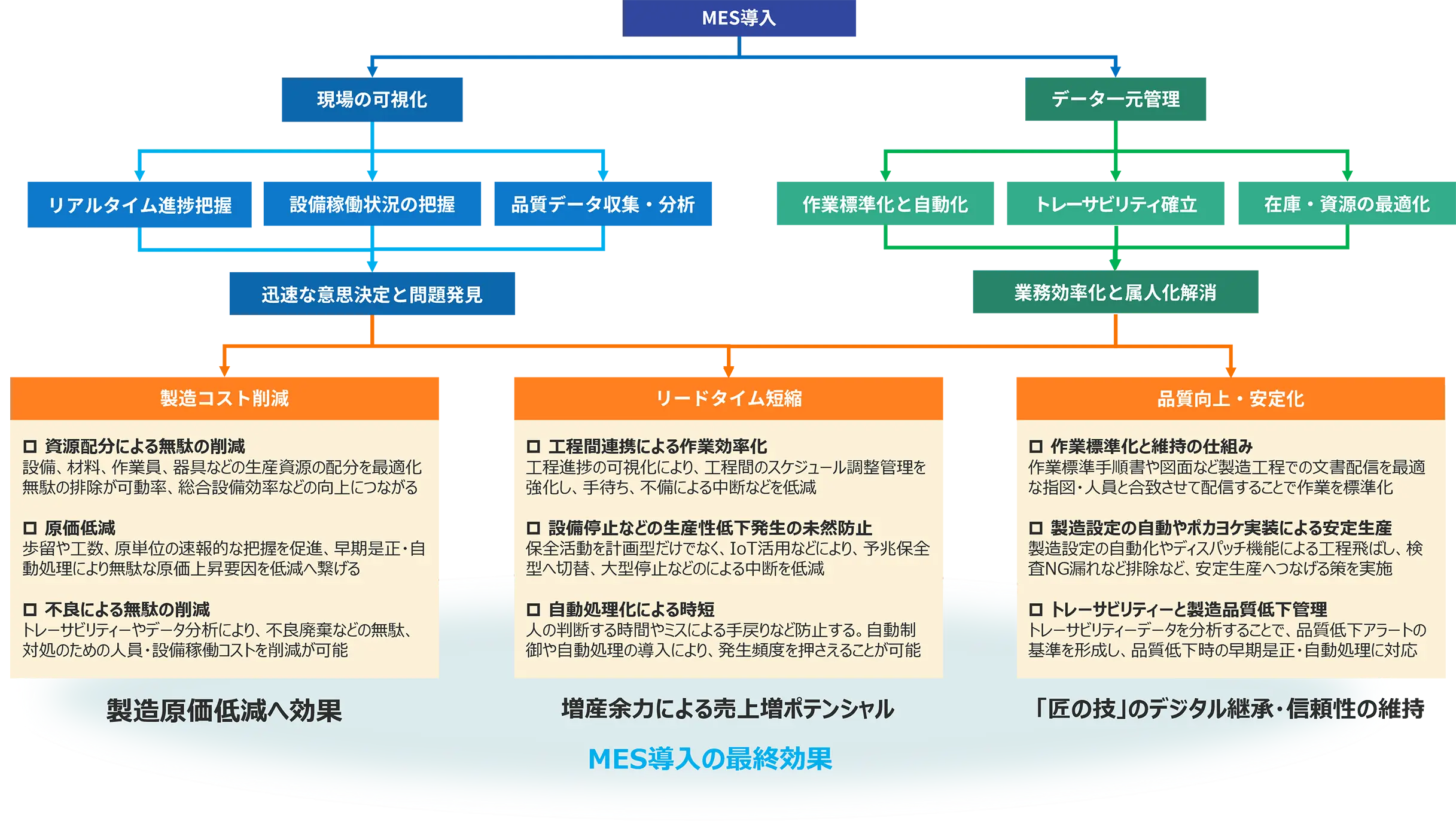
【画像概要】本図は、MES導入(Konekti MX)によって得られる効果が、どのようなプロセスを経て最終的な経営・現場メリットへ繋がるかを示した効果波及ロジック図です。上部の導入起点から、中間プロセスの成果、そして最下部の「3つの最終効果(ゴール)」へと向かうツリー構造で構成されています。
【詳細な構成要素】
- 起点(最上部): 「MES導入」
- 第1段階(アプローチの分類):
- 現場の可視化(左側): 「リアルタイム進捗把握」「設備稼働状況の把握」「品質データ収集・分析」の3要素へ展開。
- データ一元管理(右側): 「作業標準化と自動化」「トレーサビリティ確立」「在庫・資源の最適化」の3要素へ展開
- 第2段階(中間成果):
現場の可視化の成果として「迅速な意思決定と問題発見」へ接続。
データ一元管理の成果として「業務効率化と属人化解消」へ接続。 - MES導入の最終効果(最下部・オレンジのブロック):
- 製造コスト削減(製造原価低減へ効果): 資源配分による無駄の削減(可動率・総合設備効率向上)、原価低減(歩留まり・工数の早期是正)、不良による無駄の削減(不良廃棄・対処コスト削減)。
- リードタイム短縮(増産余力による売上増ポテンシャル): 工程間連携による作業効率化(手待ち低減)、設備停止などの生産性低下発生の未然防止(予兆保全)、自動処理化による時短(手戻り防止)。
- 品質向上・安定化(「匠の技」のデジタル継承・信頼性の維持): 作業標準化と維持の仕組み(最適タイミングでの文書配信)、製造設定の自動化やポカヨケ実装による安定生産(工程飛ばし・NG漏れ排除)、トレーサビリティと製造品質低下管理(アラート基準形成・早期成型)。
Konekti MX MESエクステンション一覧
Konekti MXの機能ごとのエクステンションは以下のリンクよりご覧いただけます。
お気軽にお問合せください
製造業専門のデータサイエンティストによるデータ解析サービスや可視化コンサルティングも承っております。
お気軽にご相談ください。