- Home
- IoTソリューション
- MES(製造実行システム)
- MESエクステンション
必要な機能からスモールスタート。現場の課題にピンポイントで応える「MESエクステンション」
従来のMES(製造実行システム)導入において大きな障壁となっていたのが、「自社には不要な機能まで含まれるフル機能パッケージによる、コストの高騰とプロジェクトの長期化」です。一括での大規模導入は、現場への運用負担も大きく、投資対効果(ROI)が見えにくいというリスクもありました。
「Konekti MX」は、「Konekti EX」にアドオンする形で実装でき、機能毎に導入できるコンポーザブルなMESになっています。
オンプレ、クラウド両方に対応しており、IoTプラットフォーム「Dereva」を通じて、PLCなどの制御層へのデータ送信も可能です。
一般的にMESに必要とされる「MESの11機能」をカバーする機能群を提供しており、必要な部品だけを実装することができます。またリアルタイムパフォーマンス分析において、IoTプラットフォームと完全連動した「Konekti EX」を内包しているため、充実したデータ分析だけでなく、基幹システムとの連携やkintoneやi-ReporterなどのDXツールとの連携も可能です。
※Konekti MXを導入する際はベースシステムとして「Konekti EX」が必要となります。
必要な部品だけ導入可能!Konekti MX「MESエクステンション」
SECTION① 工程進捗管理エクステンション
場所、作業工程、設備・ラインの情報収集から工程進捗データ作成、可視化までを自動処理するプログラムを提供します。
ロットや個体の各工程へのIN/OUT情報を収集し、各工程での進捗状況をデータベース化
各工程の情報管理はPLCやハンディー、タブレット入力など、設備や場所によってさまざまなデータが発生します。このデータを一元的に統合し、ロットの生産指示番号や個体番号をベースに、「今どの工程にあるか?」「どこまで進んでいるか?」を各工程で記録し、表示・分析可能なデータに自動変換して保管する機能を実装しております。
取得データから工程内、工程間の進捗の正常性を分析し、現在の指図の完了予測が可能です
取得データと登録したマスタを活用した分析が可能です。分析データは自動的に計算処理され、進捗データ、完了予測、納期遅れリスク判断、資源過不足情報など、必要な分析をプリセット出来ます。
分析値はダッシュボード機能でブラウザを通して、工場・事務所などネットワークを介して遠隔で確認が可能です。ダッシュボードは進捗に合わせて重要な判断基準情報(稼動情報や品質など)と合わせ表示するなど、遠隔監視を効率的に実施可能な機能を準備しております。
図の説明を表示
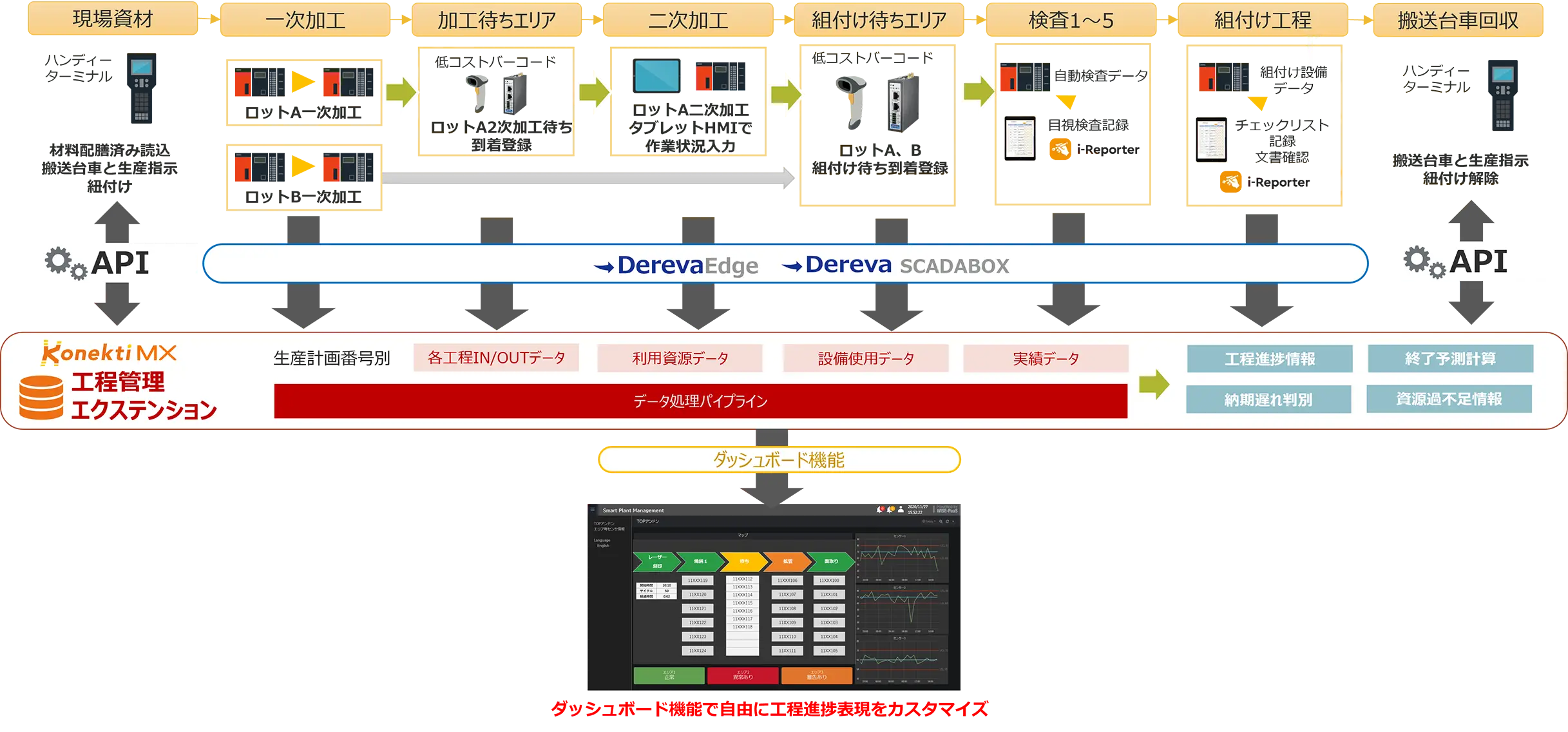
製造現場の各工程からデータを収集し、「Konekti MX 工程進捗管理エクステンション」がデータを処理してダッシュボードに可視化するまでの一連の流れを示す構成図です。図は上層(製造工程)、中層(データ収集・処理層)、下層(可視化層)の3つに分かれています。
-
上層:製造工程の流れ(現場データ)
- 現場資材:ハンディーターミナルによる材料配膳読み込み、搬送台車と生産指示の紐付け。
- 一次加工:ロットA・ロットBの一次加工。
- 加工待ちエリア:低コストバーコードによるロットA2加工待ち到着登録。
- 二次加工:ロットA二次加工、タブレットHMIでの作業状況入力。
- 組付け待ちエリア:低コストバーコードによるロットA、B組付け待ち到着登録。
- 検査1〜5:自動検査データ、およびi-Reporterを用いた目視検査記録。
- 組付け工程:組付け設備データ、およびi-Reporterを用いたチェックリスト記録・文書確認。
- 搬送台車回収:ハンディーターミナルによる搬送台車と生産指示の紐付け解除。
-
中層:データ収集と処理(Dereva & Konekti MX)
各工程の端末や設備からのデータは、API、「DerevaEdge」、「Dereva SCADABOX」を介して集約されます。
集約されたデータ(生産計画番号別、各工程IN/OUTデータ、利用資源データ、設備使用データ、実績データ)は、「Konekti MX 工程進捗管理エクステンション」の「データ処理パイプライン」へ投入されます。
パイプライン処理により、「工程進捗情報」「納期遅れ判別」「終了予測計算」「資源過不足情報」が生成されます。 - 下層:ダッシュボード機能(可視化)
処理されたデータは「ダッシュボード機能」に送られ、モニター画面に工程ごとの進捗やグラフとしてリアルタイムに表示されます。画面下部には「ダッシュボード機能で自由に工程進捗表現をカスタマイズ」と記載されています。
SECTION② 副資源管理エクステンション
原料・人員・設備以外の器具(容器、搬送機器、治具、金型、その他器具)を副資源としてロケーションや空き状況、使用履歴の管理が可能です。パレットや釜、型、刃具といった製造に不可欠な「副資源」の使用状況を、ロット番号と紐づけてリアルタイムに管理できます。現場のタブレットやPLCから収集したデータをパイプライン処理し、どこで何が使用・洗浄されているかをダッシュボードに可視化します。これにより、確実なトレーサビリティーやロケーション管理を実現するだけでなく、保全・点検管理との連携や使用時の注意点表示なども可能にします。
図の説明を表示
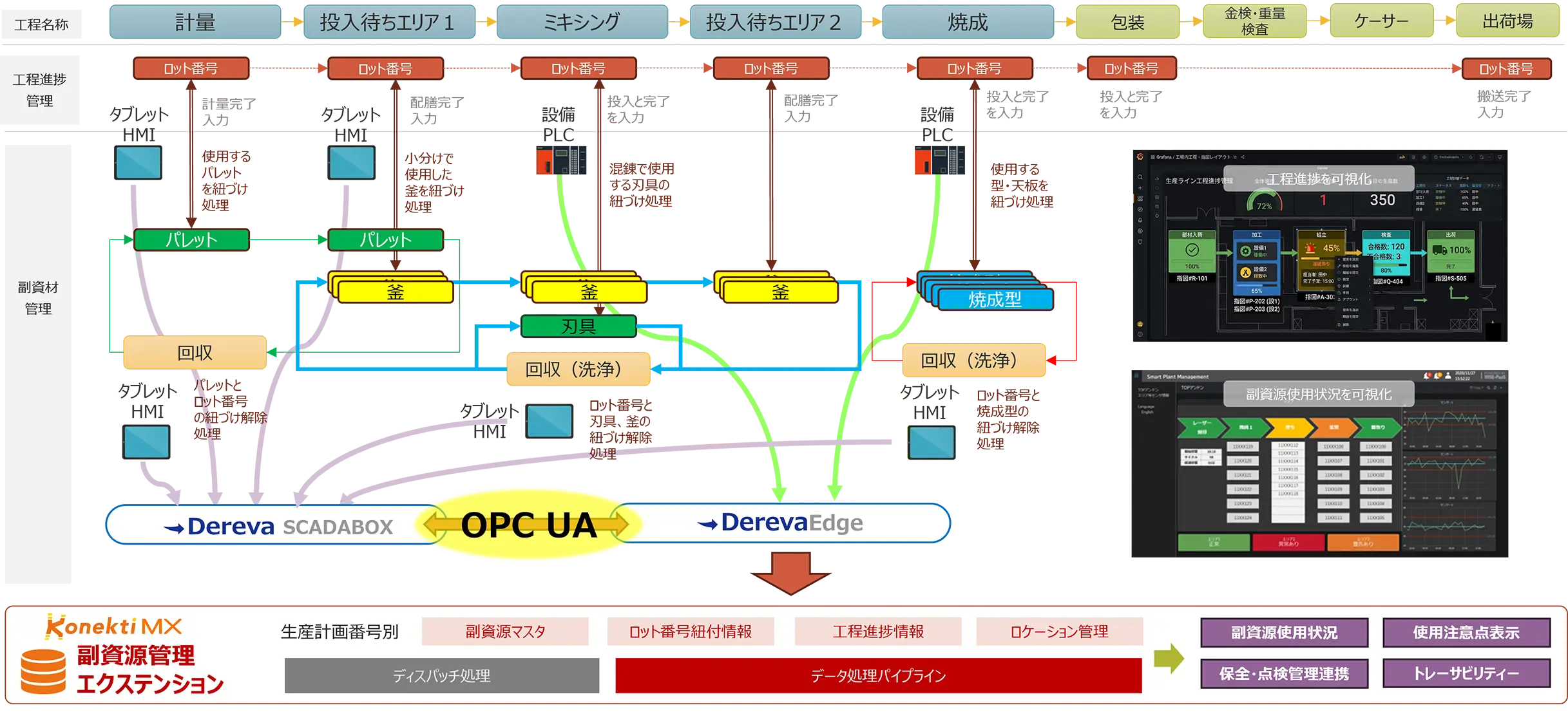
製造工程において、パレットや治工具などの「副資源」をロット情報と紐づけて管理・可視化するシステム構成とデータフローを示す図です。図は大きく4つの要素で構成されています。
- 最上段:工程名称(製造プロセス)
計量 ➔ 投入待ちエリア1 ➔ ミキシング ➔ 投入待ちエリア2 ➔ 焼成 ➔ 包装 ➔ 金検・重量検査 ➔ ケーサー ➔ 出荷場 という食品・化学系を模した一連のプロセスが並んでいます。
- 中央左:工程進捗管理と副資源管理(現場でのデータ紐付け)
各工程を流れるロット番号に対し、現場のタブレットHMIや設備PLCを介して副資源の紐付け(使用パレット、小分け釜、混練刃具、焼成型・天板など)や、回収・洗浄時の紐付け解除処理を行います。
これらのデータは「Dereva SCADABOX」「OPC UA」「DerevaEdge」で構成されるデータ収集層を介して副資源管理エクステンションへ送られます。 - 中央右:可視化画面(ダッシュボード)
収集されたデータをもとに、「工程進捗を可視化」するダッシュボードと、「副資源使用状況を可視化」する管理画面の2つのモニターイメージが示されています。
- 最下段:Konekti MX 副資源管理エクステンション(データ処理・出力機能)
入力データ(生産計画番号別の副資源マスタ、ロット番号紐付情報、工程進捗情報、ロケーション管理)を受け、ディスパッチ処理やデータ処理パイプラインを走らせます。
最終的に「副資源使用状況」「使用注意点表示」「保全・点検管理連携」「トレーサビリティー」という4つの強力なアウトプット・機能を提供します。
SECTION③ 材料投入・計量システムエクステンション
材料ピッキング、配膳、計量・配合などの原材料作業チェックの効率化、ポカヨケを実施し、無駄排除・品質安定を実現します。現場での部品誤投入や原材料の配合ミスを防止し、正確な材料使用・計量実績をデジタル化する機能で、「材料使用入力」「手動計量(秤連携)」「自動計量(SCADA連携)」の3つの運用パターンに対応。現品照合やレシピ受信によって品質を安定させます。収集データはパイプライン処理され、材料使用履歴や確実なトレーサビリティーを構築し、上位のERPや生産管理システムへと材料計画・実績を連携します。
図の説明を表示
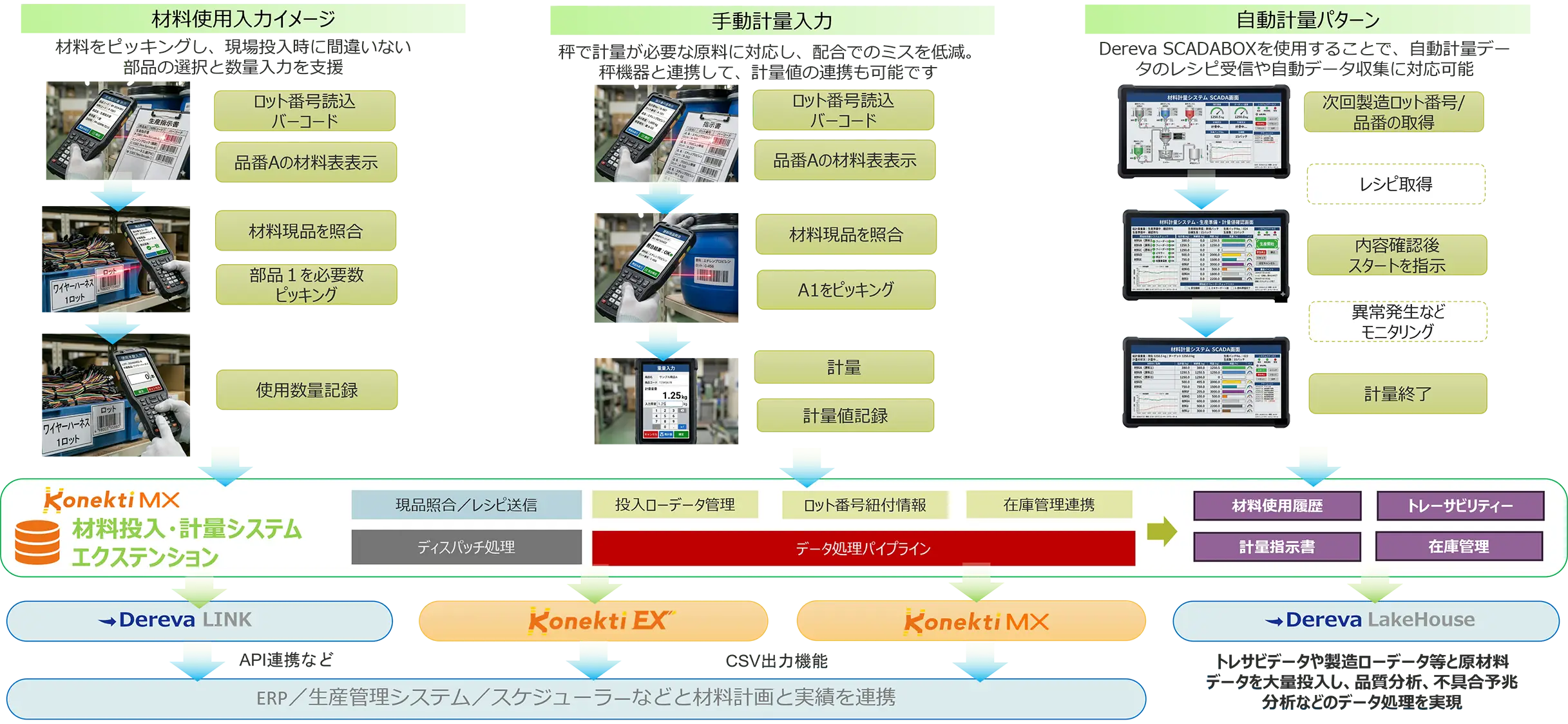
製造現場における原料・部品の誤投入防止や、手動・自動計量の実績管理をデジタル化する「Konekti MX 材料投入・計量システムエクステンション」の運用パターンとデータフローを示す図です。図は大きく3つの階層に分かれています。
- 上層:3つの現場運用パターン
- 材料使用入力イメージ:
ハンディターミナルを用いてロットバーコードを読み込み、品番の材料表示・現品照合の上、部品のピッキングと使用数量を記録。現場投入時の部品間違い防止や数量入力を支援します。 - 手動計量入力:
秤(はかり)と連携し、原料の現品照合からピッキング、計量、計量値の記録までをハンディ等を介して行い、配合ミスを低減します。 - 自動計量パターン:
「Dereva SCADABOX」を活用し、製造ロットやレシピの自動取得、内容確認後のスタート指示、モニタリング、計量終了までを自動で行いデータを自動収集します。
- 材料使用入力イメージ:
- 中層:Konekti MX 材料投入・計量システムエクステンション
各パターンから集まったデータ(現品照合/レシピ送信、投入ローデータ管理、ロット番号紐付情報、在庫管理連携)をディスパッチ処理やデータ処理パイプラインで処理。
「材料使用履歴」「トレーサビリティー」「計量指示書」「在庫管理」という4つの強力なアウトプット・機能を生成します。 - 下層:他システムおよびデータ活用基盤との連携
「Dereva LINK」API連携や「Konekti EX」「Konekti MX」のCSV出力機能を介して、上位のERP・生産管理システム・スケジューラーなどと材料計画・実績をシームレスに連携。
さらに「Dereva LakeHouse」へトレーサビリティーデータや製造ローデータを大量投入することで、高度な品質分析や不具合予兆分析などを実現します。
SECTION④ 在庫管理エクステンション
基幹システム払出後の原料及び仕掛在庫品の在庫管理を、「オリジナル画面作成」や「既存パッケージ」を選択して実現できます。
現場の調達・製造プロセスと基幹システムを繋ぎ、在庫データのリアルタイム連携を実現する機能です。生産計画やマスタデータをもとに「統合ピッキングデータ」や「配膳データ」を自動作成し、現場のハンディ端末へ的確に指示。出庫や材料消費の実績は即座に反映され、基幹側の在庫管理や所要量計算(MRP)の精度を向上させます。kintoneを活用した「Fabriko 在庫管理」とも連携しており、手軽な即時導入も可能です。現場業務に最適な在庫管理機能を提供可能。要求により実現手法、ツールを多くのバリエーションでご提案します。
図の説明を表示
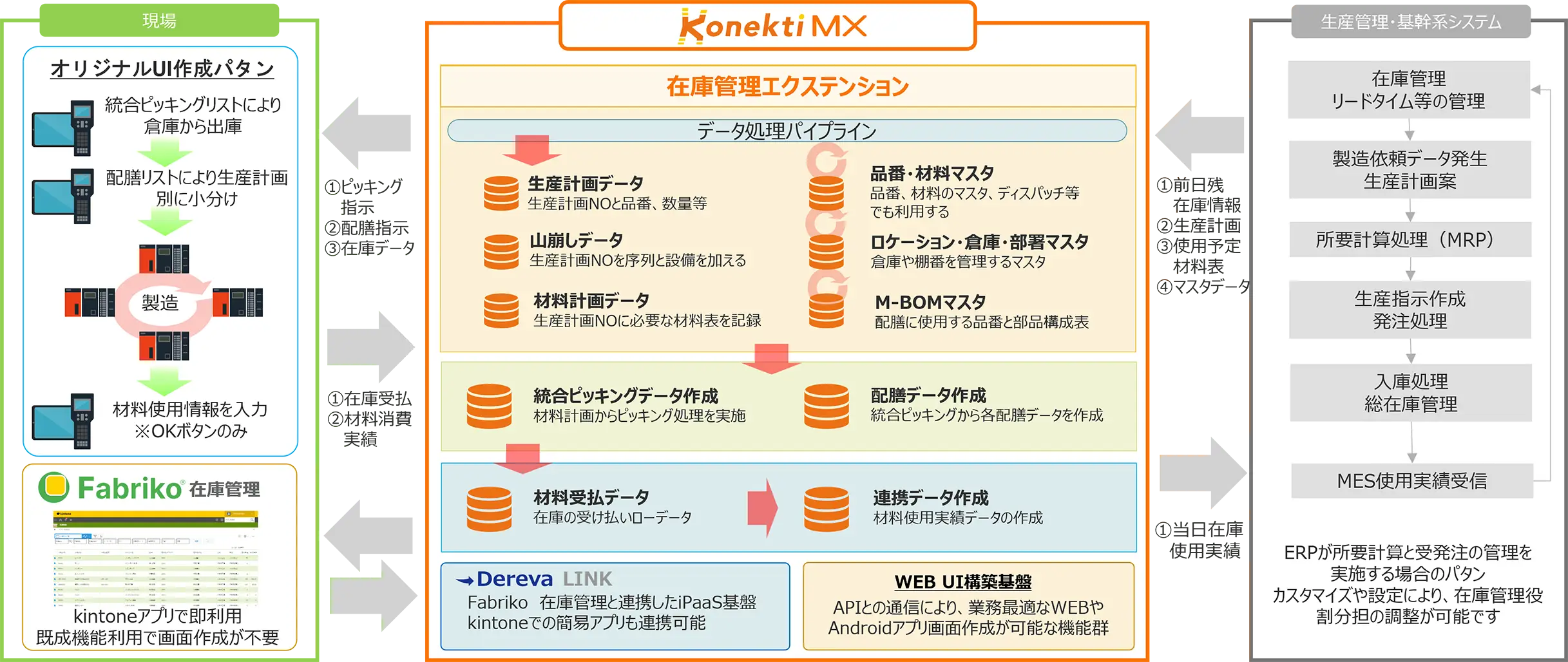
生産管理・基幹システムと製造現場の間に立ち、在庫情報や受払実績をリアルタイムに処理・仲介する「Konekti MX 在庫管理エクステンション」のシステム構成図です。図は大きく3つの縦ブロックで構成されています。
- 左側:現場(オリジナルUI作成パタン / Fabriko 在庫管理)
ハンディ端末やタブレットを使い、「統合ピッキングリストによる倉庫からの出庫」「配膳リストによる生産計画別の小分け」から製造後に「材料使用情報の入力(OKボタンのみ)」という一連の現場運用を行います。
「Fabriko 在庫管理」としてkintoneアプリでの即利用パタンも提示されており、既成機能利用により画面作成が不要となるメリットが記載されています。
エクステンション側へ「①在庫受払」「②材料消費実績」を送信し、エクステンション側から「①ピッキング指示」「②配膳指示」「③在庫データ」を受信します。 - 中央:Konekti MX 在庫管理エクステンション
基幹側から届く「前日残在庫情報」「生産計画」「使用予定材料表」「マスタデータ」を受信し、データ処理パイプラインに投入します。
パイプライン内では、生産計画データ、山崩しデータ、材料計画データ、品番・材料マスタ、ロケーション・倉庫・部署マスタ、M-BOMマスタを処理し、「統合ピッキングデータ作成」「配膳データ作成」を行います。
さらに、現場の実績から「材料受払データ」「連携データ作成」を行い、下部の「Dereva LINK(iPaaS基盤)」や「WEB UI構築基盤」を介して他システムへ繋ぎます。 - 右側:生産管理・基幹システム
在庫管理、製造依頼データ発生・生産計画案、所要量計算処理(MRP)、生産指示作成・発注処理、入庫処理・総在庫管理、MES使用実績受信という一般的な基幹フローが示されています。
エクステンション側から「①当日在庫使用実績」を受け取ることで、ERPが所要計算と受発注の管理を実施する場合のカスタマイズや、在庫管理役割分担の調整が可能である旨が説明されています。
要件により実現手法、ツールを多彩なバリエーションにてご提案します。
SECTION⑤ ディスパッチエクステンション
ディスパッチ機能を使用して製造現場業務の効率化、ポカヨケを実現します。
各工程の作業着手時に、材料や治工具の誤り、工程の飛ばし、作業者の資格などをリアルタイムに判定・制御する機能です。現場のハンディ端末やモバイルHMIからの「ディスパッチリクエスト」に対し、サーバー側でミスがないかを瞬時に照合してインターロックをかけます。これにより現場の「とり違い」や「不適合品」の発生を未然に防ぎ、MES統合データベースと連携した確実な品質保証体制を構築します。
図の説明を表示
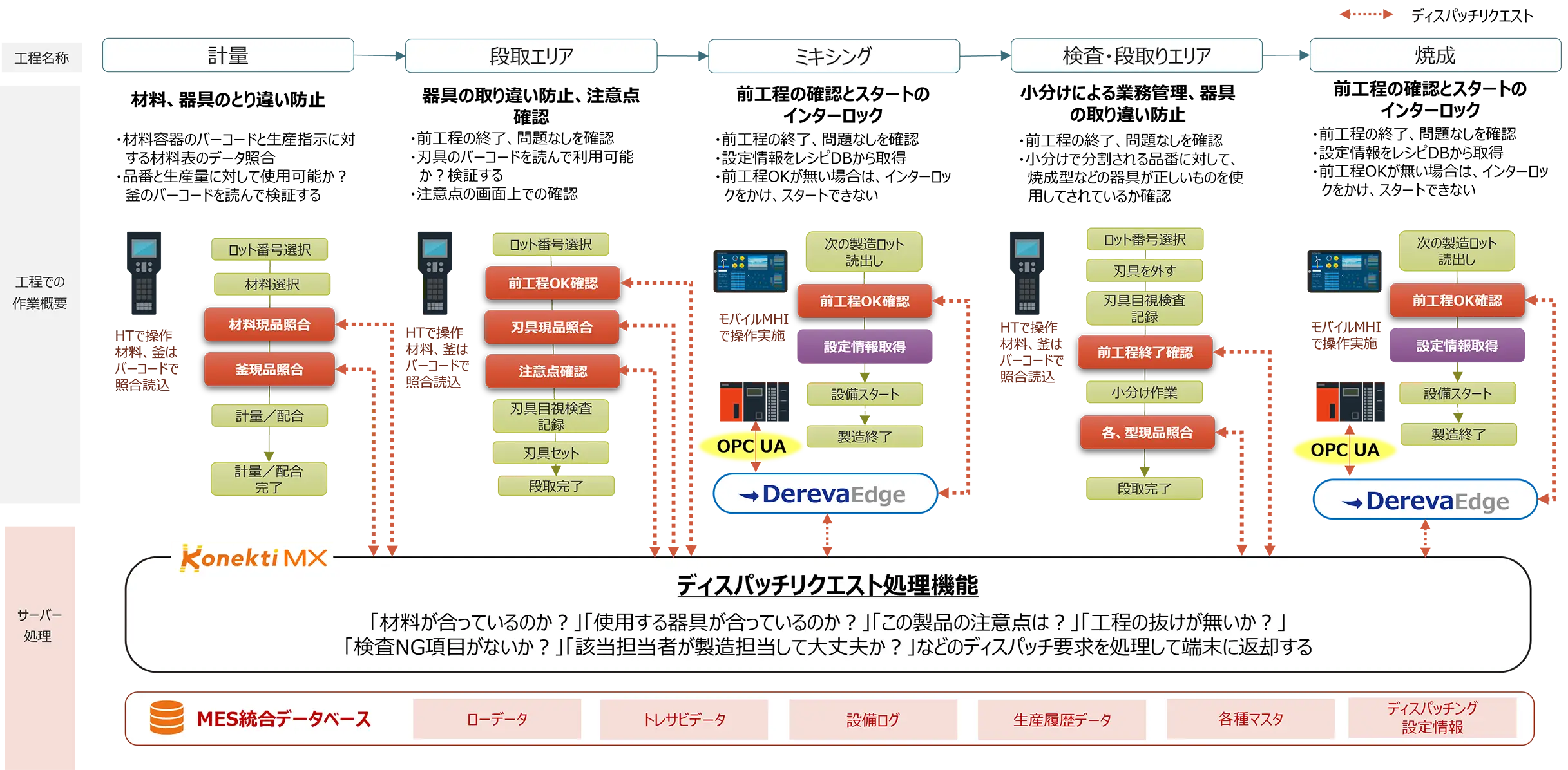
製造現場の各工程におけるミス(誤投入・誤使用・工程飛ばしなど)を未然に防ぐ「Konekti MX ディスパッチエクステンション」の制御フローとデータ構造を示す図です。図は「工程名称」「工程での作業概要」「サーバー処理」の3つの階層で構成されています。
- 上層:各工程の名称と現場での作業概要
- 計量:材料、器具のとり違い防止。ハンディターミナル(HT)で材料・釜のバーコードを照合読込し、計量・配合を行います。
- 段取エリア:器具の取り違い防止、注意点確認。HTで前工程OK確認、刃具現品照合、注意点確認を行い、刃具をセットします。
- ミキシング:前工程の確認とスタートのインターロック。モバイルHMIで操作し、設定情報をレシピDBから取得。データはOPC UAおよび「DerevaEdge」を経由します。
- 検査・段取りエリア:小分けによる業務管理、器具の取り違い防止。HTで刃具目視検査記録、前工程終了確認、各・型現品照合などを行います。
- 焼成:前工程の確認とスタートのインターロック。ミキシング同様にモバイルHMIでの操作、レシピ取得、設備スタート制御を「DerevaEdge」経由で行います。
各作業概要から下層のサーバー処理へ向けて、赤い点線で「ディスパッチリクエスト」が送信されています。
- 中層:サーバー処理(ディスパッチリクエスト処理機能)
現場から届く「材料が合っているのか?」「使用する器具が合っているのか?」「この製品の注意点は?」「工程の抜けが無いか?」「検査NG項目がないか?」「該当担当者が製造担当して大丈夫か?」といったディスパッチ要求を瞬時に判定・処理し、現場の端末へ返却(インターロック等の制御)します。
- 下層:データベース構造(MES統合データベース)
ディスパッチ処理の基盤となるデータとして、「ローデータ」「トレサピデータ」「設備ログ」「生産履歴データ」「各種マスタ」「ディスパッチング設定情報」が蓄積・管理されていることが示されています。
お気軽にお問合せください
製造業専門のデータサイエンティストによるデータ解析サービスや可視化コンサルティングも承っております。
お気軽にご相談ください。